Every boiler we put under a thermal-SaaS contract is engineered, fabricated and commissioned by our own team. Five biomass series — DHL, SZL, SHL, DZW and DHF — cover chain-grate, reciprocating-grate and fluidised-bed combustion from 2 to 200+ TPH, alongside hydrogen-ready WNS, SZS and DSMK gas units. And the fleet just grew: our new EH and ER electric boilers, powered by renewables, now take the zero-emission duties.
Briquettes, pellets, paddy husk, bagasse and mixed agro-residues each burn differently. Chain grate, reciprocating grate or fluidised bed — we match the combustion mechanism to your fuel supply chain and load profile, then build the boiler ourselves.
Horizontal three-pass water-and-fire-tube design with screw-pipe convective surfaces and light chain-grate firing. Compact, factory-assembled, short installation window — the workhorse of our mid-to-large thermal-SaaS sites.
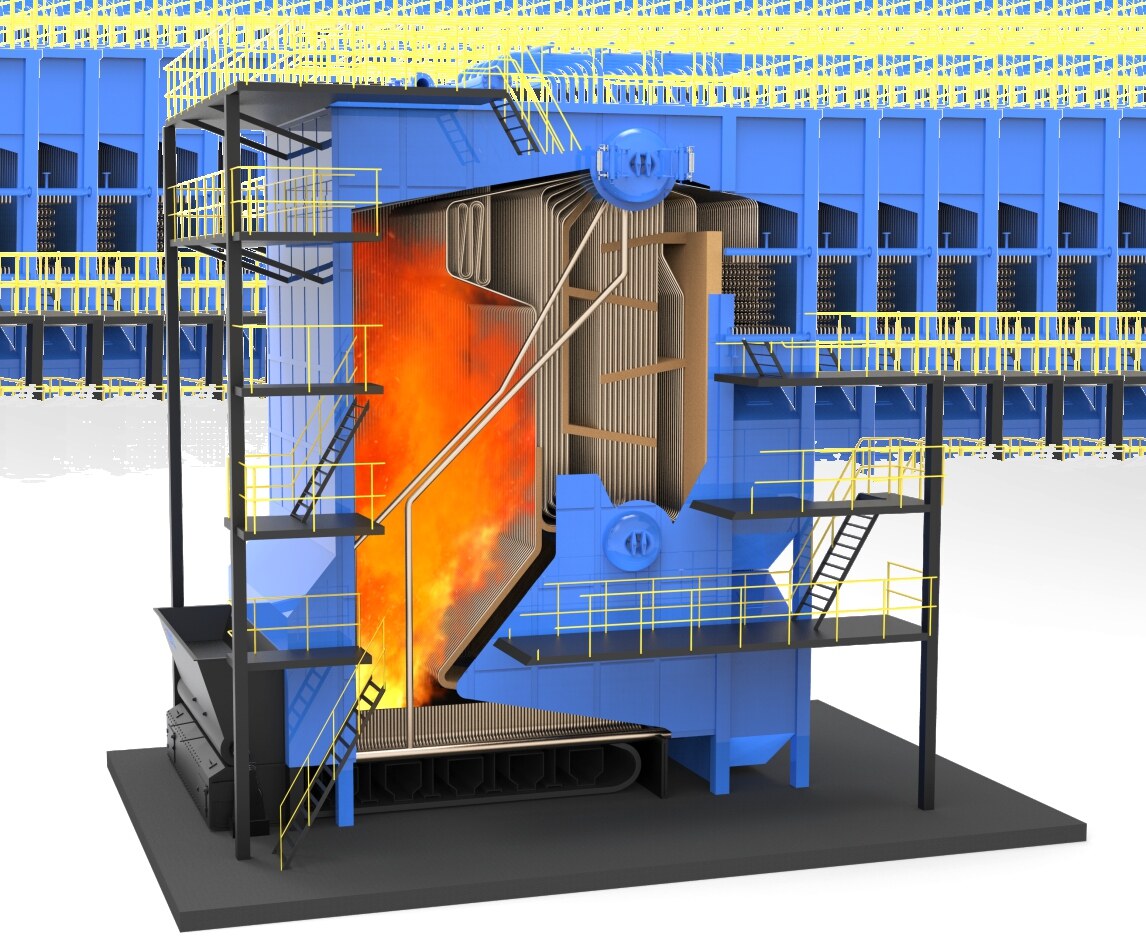
Membrane water wall at the combustion chamber, dense convective tube bank between upper and lower drums, separately-laid economiser, dust collector and stack. Built for steady mid-pressure steam, day after day.
Bulk-shipped large-capacity design, assembled on site with chain-grate firing. The widest fuel tolerance of our grate boilers — mixed agro-waste, wood chips, bark and oversize feedstock that doesn't pelletise well. Built for large industrial estates.
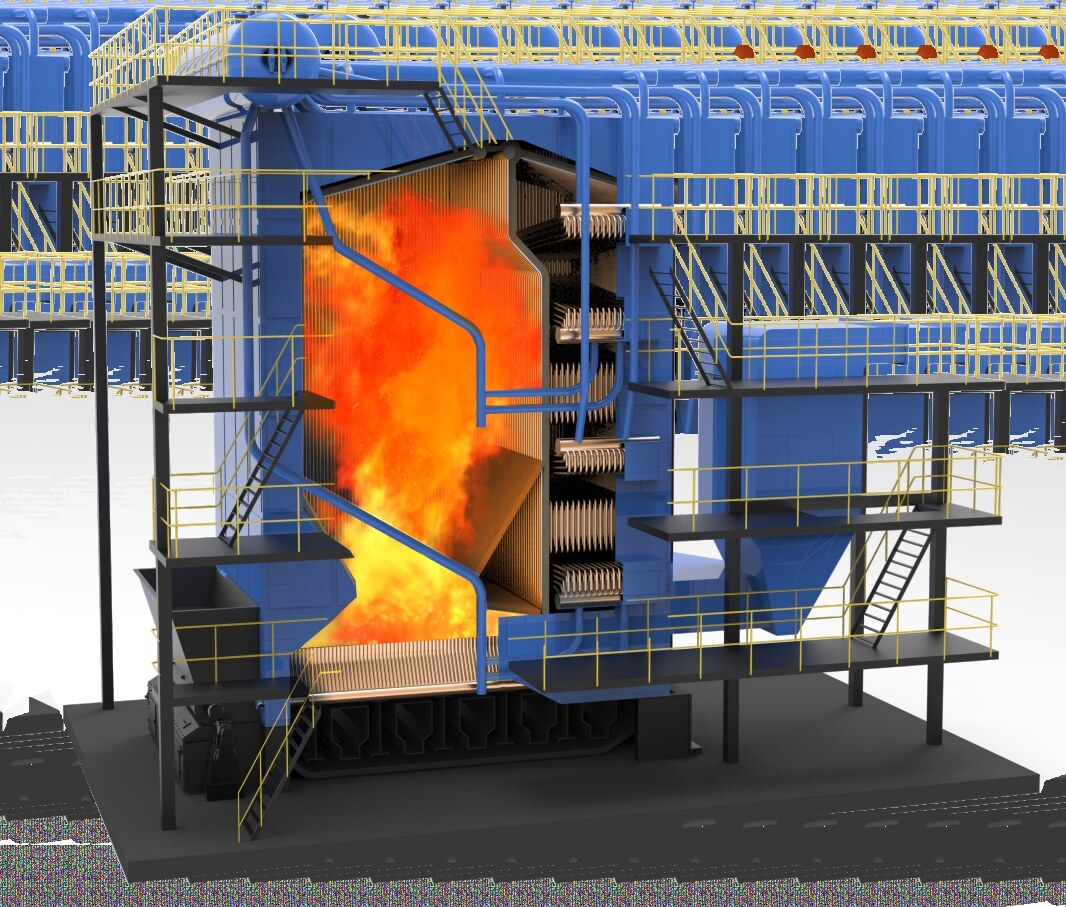
Longitudinal single-drum design with a reciprocating grate that mechanically agitates the fuel bed. Forgiving with low-grade biomass and high-ash residues like paddy husk and mustard stalk — the grate keeps the bed turning so combustion stays even.
Horizontal single-drum CFB design with in-bed sand fluidisation. It digests everything from paddy husk and bagasse to mixed shredded chips — with low NOx in-bed, SOx capture via limestone addition and excellent turndown for variable industrial loads.
Biomass burns in sequence — and each stage is governed by primary, secondary and tertiary air, tuned continuously by the combustion controller.
For sites without viable biomass supply, or where footprint and emissions constraints favour gas. Every new gas boiler ships with burners rated for up to 30% hydrogen blending and a documented conversion path to 100% green H₂.
Corrugated furnace, threaded smoke pipes and full wet-back construction. The condensing variant adds an integrated economiser and condenser that recover an extra 4–8%, pushing total efficiency to 103%. Siemens PLC with intelligent 30–105% load adjustment.
Twin drums, membrane water walls and a dense convective bank. Saturated and superheated variants with fast steam ramp-up — the right architecture when demand exceeds what a fire-tube shell can scale to cleanly.
Air and gas mix before the burner head for the cleanest possible flame — ultra-low emissions, deep turndown, compact modular footprint. Designed for hotels, hospitals and premium commercial buildings.
Dual-fuel modulating burners rated for 30% H₂ blending out of the box, H₂-compatible 316L gas trains, tri-fuel safety interlocks and a documented conversion procedure to 100% green hydrogen. Because tariff capex recovery is separated from fuel pass-through, the switch happens mid-contract — no renegotiation, no stranded asset.
The newest boilers in our shop don't burn anything. EH electrode and ER resistance units, fed by dedicated solar and wind PPAs, convert ~99% of every kilowatt into steam — no stack, no fuel yard, no ash. Same zero-CAPEX thermal-SaaS contract as everything else on this page.
Current passes directly through treated boiler water between electrodes — MW-scale steam in a compact vessel with 0–100% ramp in seconds.
Rugged stepped element banks on a 415 V LT connection — plug-and-play skids for pharma, F&B, laundries and hotels, paralleling up as demand grows.
Solar and wind PPAs, thermal storage and renewable-hour load shifting come bundled with every electric tariff — and on hybrid sites, an electric unit pairs with the biomass boilers above to catch peaks and soak up cheap solar hours.

Our PESO-approved fabrication shop runs an Industry-4.0 line: 95% automation on biomass-side pressure parts, 90% across the gas portfolio. Nothing ships until it has passed hydro test and X-ray NDT.
Cyclone, baghouse and stack at the back; control room and ash handling at the base; fuel feed routed in by screw conveyor from the on-site yard. Because every unit runs under our own 98–99.5% uptime SLA, the fabrication shop answers to the operations team — the strongest quality incentive there is. See how the thermal-SaaS contract works →
